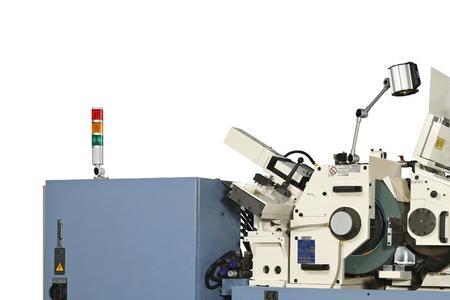
1、中心高问题,这个一般是无心磨加工工件不圆的罪魁祸首,床子上面都有中心高的尺寸标牌,正常情况下,中心高是从刀架底到刀板口的距离再加上工件的半径,这个数值要比床子实际要求的中心高高出3-6mm是比较合适的。
2、导轮倾斜角的调整,对于通磨的工件,倾斜角和R角调整非常重要,一般经验值占的比较多,倾斜角越大,砂轮的磨削面就越小,对砂轮的损耗也会加大,R角则去弥补砂轮磨削面积,这个需要具体工件具体分析。
原创 | 2023-01-10 21:23:33 |浏览:1.6万
1、中心高问题,这个一般是无心磨加工工件不圆的罪魁祸首,床子上面都有中心高的尺寸标牌,正常情况下,中心高是从刀架底到刀板口的距离再加上工件的半径,这个数值要比床子实际要求的中心高高出3-6mm是比较合适的。
2、导轮倾斜角的调整,对于通磨的工件,倾斜角和R角调整非常重要,一般经验值占的比较多,倾斜角越大,砂轮的磨削面就越小,对砂轮的损耗也会加大,R角则去弥补砂轮磨削面积,这个需要具体工件具体分析。



Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:47085,1089@qq.com