用J506焊条(高锰钢电焊条),对接后点上几点定好位,然后用打磨机开坡口,当然坡口开大点焊接接触面大点好,加大焊接强度。焊接电流在350A-500A视焊件厚度定,填焊好底部适当调大电流尽量焊透。506焊条大电流焊接,一定要焊透不能有气孔,填平坡口后,用气割烧红,放入干燥的石灰粉中,让其缓慢降温后再拿出。

焊钎杆要用什么焊条
原创 | 2023-03-26 12:28:12 |浏览:1.6万
猜你想问
-
 木地板贴在地板砖上会隔音吗 答案是肯定的,因为木质地板本身就有隔音效果。不过,从经济适用角度讲,完全没有必要在地板上再铺设木地板,而应该在地面上直接铺设。装修的学问很多,一定要提前搞好设计...
木地板贴在地板砖上会隔音吗 答案是肯定的,因为木质地板本身就有隔音效果。不过,从经济适用角度讲,完全没有必要在地板上再铺设木地板,而应该在地面上直接铺设。装修的学问很多,一定要提前搞好设计... -
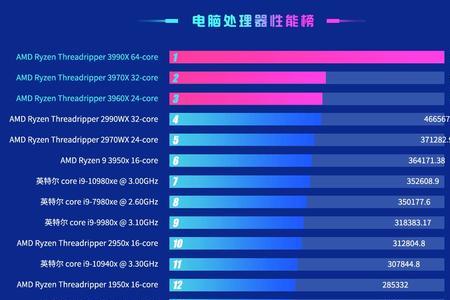 n5105处理器鲁大师跑分 N5105 单核跑分21866分根据N5105单核跑分在鲁大师中找到相近产品如下Core i3-5005U单核跑分指数:20941分Core i5-4250U单核跑分指数:22349分Core i7-3610QM单核跑分...
n5105处理器鲁大师跑分 N5105 单核跑分21866分根据N5105单核跑分在鲁大师中找到相近产品如下Core i3-5005U单核跑分指数:20941分Core i5-4250U单核跑分指数:22349分Core i7-3610QM单核跑分... -
 暴走方块怎么获得红色风暴 步骤/方式1首先我们开始游戏前,在神秘商店购买下面的黑色切尔西。步骤/方式2我们选阿悟进入农夫模式步骤/方式3接着我们进入游戏对局,在初始点附近看到个路人。步骤...
暴走方块怎么获得红色风暴 步骤/方式1首先我们开始游戏前,在神秘商店购买下面的黑色切尔西。步骤/方式2我们选阿悟进入农夫模式步骤/方式3接着我们进入游戏对局,在初始点附近看到个路人。步骤... -
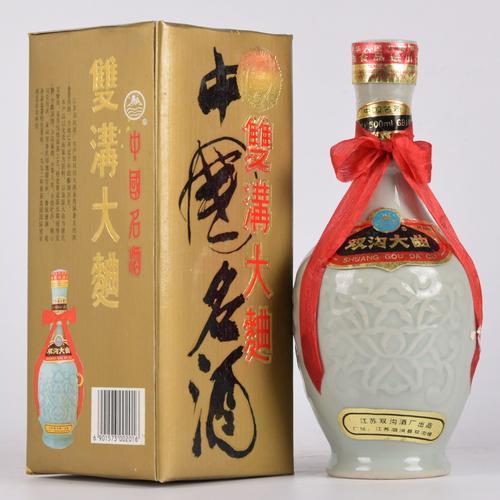 双沟大曲金奖53度这酒怎样 这酒太好喝了,它产自于江苏省泗洪县双沟镇酒厂,它属于浓香型白酒,纯粮匠心酿定而成,酒味浓香四溢,回味无穷,入口醇香,柔爽。...
双沟大曲金奖53度这酒怎样 这酒太好喝了,它产自于江苏省泗洪县双沟镇酒厂,它属于浓香型白酒,纯粮匠心酿定而成,酒味浓香四溢,回味无穷,入口醇香,柔爽。... -
 圆八角好还是尖八角好 圆八角会比较好一些。八角俗称大料,颜色有红棕和黄棕色的,轻轻闻一下,有芳香味和甜味。八角常用于炖肉中,可除去肉的臭气,起添香作用,所以它又被称为大茴香。好的八角都...
圆八角好还是尖八角好 圆八角会比较好一些。八角俗称大料,颜色有红棕和黄棕色的,轻轻闻一下,有芳香味和甜味。八角常用于炖肉中,可除去肉的臭气,起添香作用,所以它又被称为大茴香。好的八角都...
