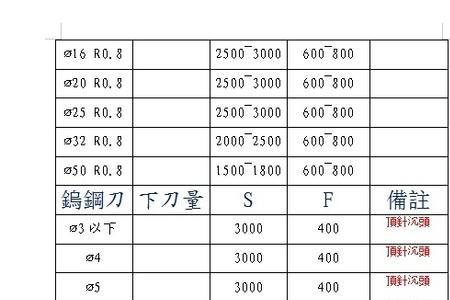
0.3-0.6(推荐5000-10000) 0.7-1(推荐2000-3000) 1-1.5(推荐2000) 1.5-2.2(推荐2000) 2.2-3 (推荐1200) 3-4(推荐800+) 5-9 (推荐600-800) 10-14(推荐600) 15-18(推荐320-400) 24-30(推荐240-270) 这个钻速仅供参考,实践工作中还要根据钻孔的深度和材质来最后确定需要的钻速及进给量。
u钻转速对照表
u钻转速:2600,进给:220。这个打的比较稳。建议2~3小时换一次刀片。U钻是数控车床常用的工具,U钻可直接在工件上加工,无需中心钻打引导孔。
U钻钻出的孔精度还是要高一些的,而且光洁度好,尤其是在冷却乳液润滑不通畅时,更加明显,U钻还可以修正孔的位置精度,硬钻的话就不行了,所以也可以把U钻当个过心的膛刀来用。