步骤/方式1
采用直流反接,短弧操作,可进行全位置焊接。
步骤/方式2
焊前焊件需预热至300℃~400℃(整个过程中必须保持此温度),焊后须经740℃~760℃回火处理。
步骤/方式3
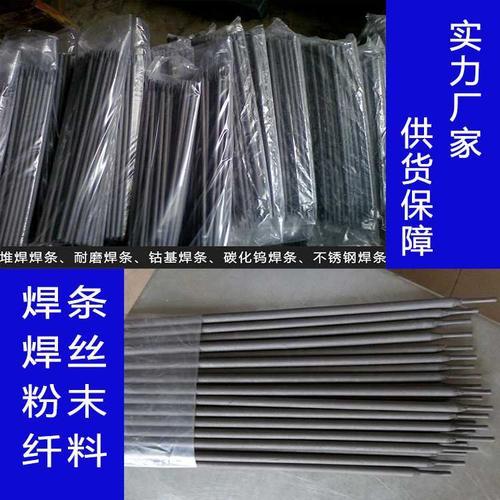
结构钢类的材料焊接铸铁是比较危险的,容易出现焊接裂纹,建议重要的铸铁设备或者铸铁件采用专用的WE777特种铸铁焊条焊接。
原创 | 2023-06-10 15:33:33 |浏览:1.6万
步骤/方式1
采用直流反接,短弧操作,可进行全位置焊接。
步骤/方式2
焊前焊件需预热至300℃~400℃(整个过程中必须保持此温度),焊后须经740℃~760℃回火处理。
步骤/方式3
结构钢类的材料焊接铸铁是比较危险的,容易出现焊接裂纹,建议重要的铸铁设备或者铸铁件采用专用的WE777特种铸铁焊条焊接。




Copyright 2005-2020 www.kxting.com 版权所有 |  湘ICP备2023022655号
湘ICP备2023022655号
声明: 本站所有内容均只可用于学习参考,信息与图片素材来源于互联网,如内容侵权与违规,请与本站联系,将在三个工作日内处理,联系邮箱:470851089@qq.com